
모든 제품
담당자 :
Mary
전화 번호 :
13724578129
WhatsApp :
+8613724578129
A380 서비스 80000 탄 형은 자동차를 위한 H13 강철을 주조합니다







Contact me for free samples and coupons.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
If you have any concern, we provide 24-hour online help.
x제품 상세 정보
| 주형 강철 | P20, H13 | 원료 | 알루미늄, 아연, 마그네슘 |
|---|---|---|---|
| 주형 삶 | 50000 ~ 80000 샷 | 다이 온도 | 288 |
| 주입 온도 | 660 | 주조기 | 280톤에서 1250톤으로 |
| 하이 라이트 | A380 서비스 금형 다이 캐스팅,80000 샷 금형 다이 캐스팅,H13 스틸 자동 다이 캐스팅 |
||
제품 설명
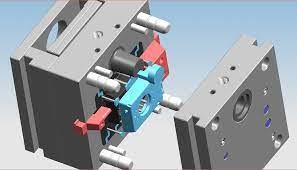
A380 서비스를 던지는 알루미늄 맞춘 OEM 알루미늄을 던지는 다이 캐스트 공급자 다이
다이 캐스트 디자인
다이가 당신의 부품을 던지기 전에 업체들은 다음과 같은 수많은 요인을 고려할 것입니다 : 캐스트 설계 (감정 고형화 시간)의 요소 두께와 복잡 (금속이 주형 또는 주형에서 소비하여야 하는 걸리는 시간에 영향을 미치 )와 복잡성. 고유의 요구 사항을 위한 다이 캐스팅 공정을 특화하기 위해, 제조사들은 다이 설계, 프로세스 열, 재료 조성 또는 얼마나 오래 재료가 주형에서 사용하는지 조정할 수 있습니다.
| 다이와 성분 소재와 다양한 주조 금속을 위한 견고성 | |||||||
| 다이 부품 | 주조 금속 | ||||||
| 주석, 리드 & 아연 | 알루미늄 & 마그네슘 | 구리 & 놋쇠 | |||||
| 재료 | 견고성 | 재료 | 견고성 | 재료 | 견고성 | ||
| 공동 삽입물 | P20 [주기 1] | 290-330 브리넬경도 | H13 | 42-48 로크웰C경도 | DIN 1.2367 | 38-44 로크웰C경도 | |
| H11 | 46-50 로크웰C경도 | H11 | 42-48 로크웰C경도 | H20, H21, H22 | 44-48 로크웰C경도 | ||
| H13 | 46-50 로크웰C경도 | ||||||
| 핵심 | H13 | 46-52 로크웰C경도 | H13 | 44-48 로크웰C경도 | DIN 1.2367 | 40-46 로크웰C경도 | |
| DIN 1.2367 | 42-48 로크웰C경도 | ||||||
| 코어 핀 | H13 | 48-52 로크웰C경도 | DIN 1.2367 프리하드 | 37-40 로크웰C경도 | DIN 1.2367 프리하드 | 37-40 로크웰C경도 | |
| 탕구부 | H13 | 48-52 로크웰C경도 | H13 DIN 1.2367 |
46-48 로크웰C경도 44-46 로크웰C경도 |
DIN 1.2367 | 42-46 로크웰C경도 | |
| 노즐 | 420 | 40-44 로크웰C경도 | H13 | 42-48 로크웰C경도 | DIN 1.2367 H13 |
40-44 로크웰C경도 42-48 로크웰C경도 |
|
| 이젝터 핀 | H13 [기록 2] | 46-50 로크웰C경도 | H13 [기록 2] | 46-50 로크웰C경도 | H13 [기록 2] | 46-50 로크웰C경도 | |
| 잠수부 발사 슬리브 | H13 [기록 2] | 46-50 로크웰C경도 | H13 [기록 2] DIN 1.2367 [기록 2] |
42-48 로크웰C경도 42-48 로크웰C경도 |
DIN 1.2367 [기록 2] H13 [기록 2] |
42-46 로크웰C경도 42-46 로크웰C경도 |
|
| 홀더 블록 | 4140 프리하드 | ~300 브리넬경도 | 4140 프리하드 | ~300 브리넬경도 | 4140 프리하드 | ~300 브리넬경도 | |
HPDC 주형 장점
· 순수한 모양 구조 부분은 성취할 수 있습니다
· 높이 치수 정확도는 성취할 수 있습니다
· 고속 생산
· 투자와 사형주조와 비교될 때 희석제 벽은 성취할 수 있습니다
가능한 형태의 · 넓은 범위
· 외부 스레드는 있을 수 있습니다 캐스티드
· 스틸 인서트는 오버 몰디드될 수 있습니다
· 구멍은 내측 탭 드릴 사이즈에 공동을 만들 수 있습니다
| 전형적 다이 온도와 다양한 주조 물질을 위한 삶 | ||||
| 아연 | 알루미늄 | 마그네슘 | 놋쇠 (납을 첨가한 노랑색) | |
| 최대 형태수명 [되풀이수] | 1,000,000 | 100,000 | 100,000 | 10,000 |
| 다이 온도 [C' (F')] | 218 (425) | 288 (550) | 260 (500) | 500 (950) |
| 캐스팅 온도 [C' (F')] | 400 (760) | 660 (1220) | 760 (1400) | 1090 (2000) |
다이 캐스트는 정확하게 치수화되는 것으로 생산해서 일반적으로 사용되고, 급격히 규정했고, 매끈해지고 표면 금속 부품류를 짠 제조 절차입니다. 그것은 고압 하에 용융 금속을 재사용할 수 있는 금속 다이로 몰아넣음으로써 이루어집니다. 다이캐스트주형 공정은 다이-캐스트 몰드 제작에 관하여 후속 절차를 따릅니다 :
금형 제작 과정
1. 주형은 적어도 2의 캐스팅의 적절한 이동을 허락하기 위한 부문에서 만들어집니다.
2. 기계 이내에 안전하게 탑재되고, 하나가 다른 것 움직일 수 있는 동안 움직이지 않도록 부문은 배열됩니다.
3. 그 둘은 팽팽하게 함께 고정됩니다.
4. 용융 금속은 그것이 빠르게 굳어지는 금형 캐비티에 도입됩니다.
5. 금형은 뿔뿔이 끌어내지고 주조법이 밖으로 보내집니다.

추천된 제품